 智慧城市網(wǎng)
智慧城市網(wǎng)




詳細介紹
德國Dr.Kaiser 齒輪制造 -輪廓磨削用砂輪
德國Dr.Kaiser凱撒金剛石工具廠從事于下列的工作:修整和成型普通的砂輪以及金剛石和CBN(氮化硼)砂輪, 用高精度的金剛石和CBN砂輪磨削, 保護敏感件預防磨損,用金剛石和CBN工具切削,金剛石修整盤的安裝,驅(qū)動和控制。

齒輪制造 -輪廓磨削用砂輪


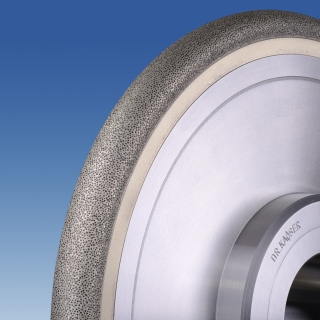
由于齒輪磨削是齒輪生產(chǎn)中的后過程之一,因此旋轉(zhuǎn)金剛石修整器必須將長壽命與正確輪廓的砂輪相結合,以產(chǎn)生高度精確的幾何形狀和質(zhì)量的表面光潔度。
博士 KAISER引入了許多旋轉(zhuǎn)創(chuàng)新技術,例如CVD邊緣加固技術,以滿足對修整工具不斷增長的需求

齒輪制造 -輪廓磨削用砂輪
由于齒輪磨削是齒輪生產(chǎn)中的后過程之一,因此旋轉(zhuǎn)金剛石修整器必須將長壽命與正確輪廓的砂輪相結合,以產(chǎn)生高度精確的幾何形狀和質(zhì)量的表面光潔度。
博士 KAISER引入了許多旋轉(zhuǎn)創(chuàng)新技術,例如CVD邊緣加固技術,以滿足對修整工具不斷增長的需求
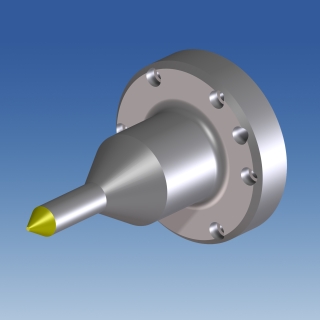
主軸 -用于單軸柱塞修整
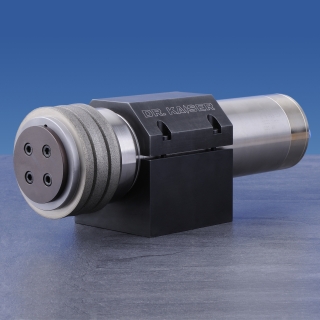
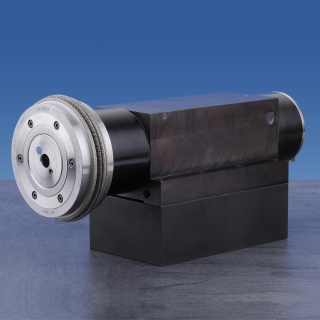
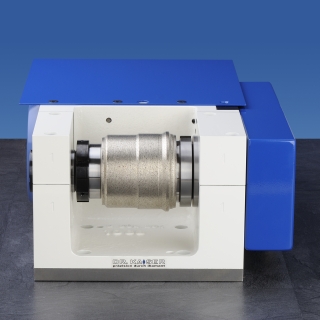

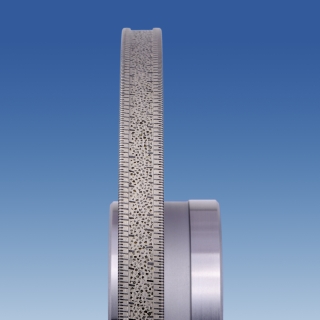
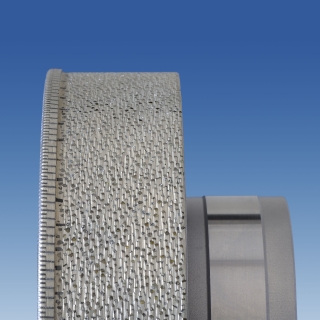
在單軸切入修整期間,整個工件輪廓以一個動作從金剛石旋轉(zhuǎn)修整器轉(zhuǎn)移到砂輪。砂輪和金剛石旋轉(zhuǎn)修整器之間的接觸距離較大,因此需要堅固而堅固的修整主軸。寬度為50mm的型材卷可與頻率控制的修整主軸一起使用。懸臂軸承設計可快速更換旋轉(zhuǎn)修整器。大于50mm的輪廓幾何形狀可以使用主軸支撐,使用舷外支撐的插裝式軸承系統(tǒng),驅(qū)動功率為3.5 kW
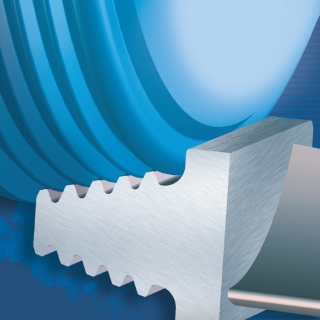
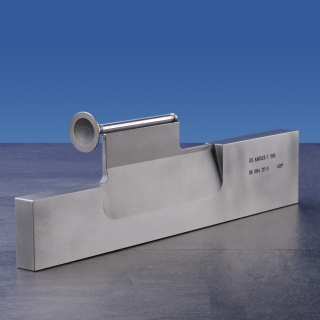
沃斯特葉片
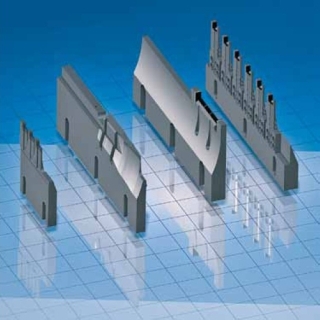



無心磨削工藝通常是高度發(fā)達的系列工藝,用于經(jīng)濟高效地加工旋轉(zhuǎn)對稱的零件,例如活塞桿,噴射針,氣壓彈簧,滾針,曲軸,凸輪軸和閥門。
在研磨過程中用于支撐部件的工作臺刀片是機器上重要的磨損部件之一,它在確定部件的尺寸和形狀精度以及表面質(zhì)量方面起著重要作用。與鋼相比,金剛石的低摩擦力降低了機械加工力,因此提高了工件的質(zhì)量。通常,PCD可以做的甚至還不止于此:經(jīng)過拋光的PCD表面可以使工件表面光滑并減少粗糙度
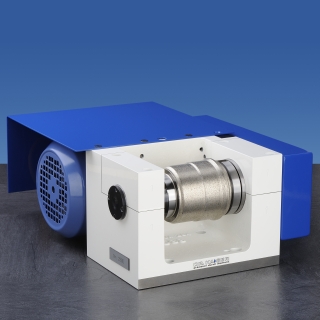
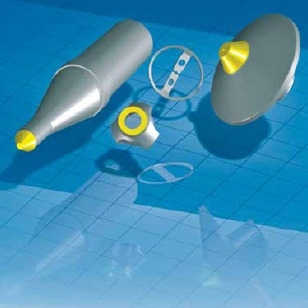
電鍍驅(qū)動器
德國Dr.Kaiser 齒輪制造 -輪廓磨削用砂輪
 智慧城市網(wǎng)
智慧城市網(wǎng)