通信電纜 網(wǎng)絡(luò)設(shè)備 無線通信 云計(jì)算|大數(shù)據(jù) 顯示設(shè)備 存儲(chǔ)設(shè)備 網(wǎng)絡(luò)輔助設(shè)備 信號(hào)傳輸處理 多媒體設(shè)備 廣播系統(tǒng) 智慧城市管理系統(tǒng) 其它智慧基建產(chǎn)品

盈飛無限管理軟件(北京)有限公司
會(huì)員1.png)
盈飛無限管理軟件(北京)有限公司
閱讀:21258發(fā)布時(shí)間:2020-6-16
01、什么是SPC控制圖?SPC控制圖怎么做以及SPC控制圖分類。
SPC控制圖是SPC統(tǒng)計(jì)過程控制的核心工具,是對(duì)過程質(zhì)量加以測定、記錄從而進(jìn)行控制管理的一種用科學(xué)方法設(shè)計(jì)的圖,是用于分析和判斷工序是否處于穩(wěn)定狀態(tài)所使用的帶有控制界限的圖,是質(zhì)量控制的行之有效的手段。
SPC控制圖的種類有很多,但核心思想均為預(yù)防,這里用二十個(gè)字總結(jié)SPC控制圖的預(yù)防原則:查出異因,采取措施,保證消除,納入標(biāo)準(zhǔn),不再出現(xiàn)。
02、SPC控制圖構(gòu)成
無論哪類SPC控制圖,圖中都會(huì)包括三條線:
1.控制上限(UCL);
2.中心線(CL);
3.控制下限(LCL)。

其中UCL和LCL由實(shí)際需求得來,因此了解“需求”非常重要。
03、SPC控制圖的分類
SPC控制圖分為計(jì)量型與計(jì)數(shù)型兩大類,包含七種基本圖表:
計(jì)量型控制圖:
I-MR(單值移動(dòng)極差圖)
Xbar-R(均值極差圖)
Xbar-S(均值標(biāo)準(zhǔn)差圖)
計(jì)數(shù)型控制圖:
P(用于可變樣本量的不合格品率)
np(用于固定樣本量的不合格品數(shù))
u(用于可變樣本量的單位缺陷數(shù))
c(用于固定樣本量的缺陷數(shù))
04、深入淺出制作SPC控制圖
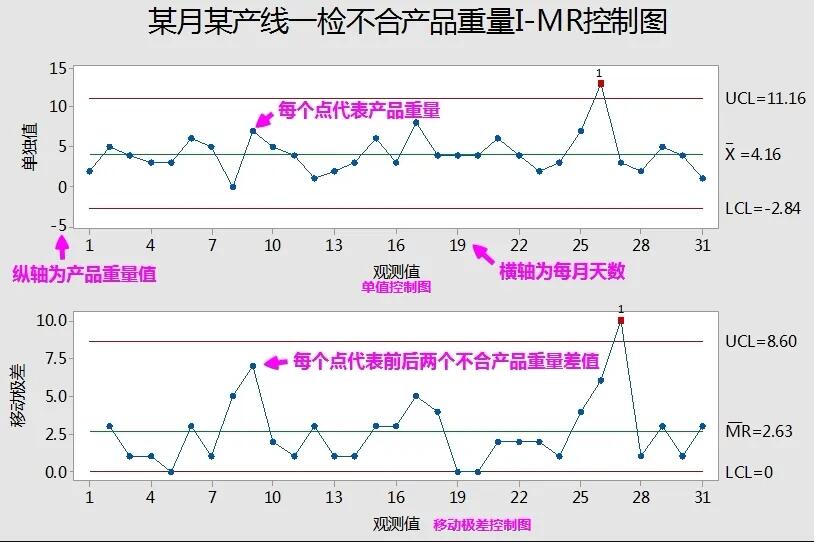
1、I-MR控制圖(單值移動(dòng)極差控制圖)
用于控制對(duì)象為長度、重量、強(qiáng)度、純度、時(shí)間、收率和生產(chǎn)量等計(jì)量值的場合,圖表內(nèi)包含單值控制圖和移動(dòng)極差控制圖。
單值控制圖中每個(gè)點(diǎn)代表每個(gè)數(shù)值的大小,移動(dòng)極差控制圖每個(gè)點(diǎn)的數(shù)值等于該點(diǎn)與前一個(gè)點(diǎn)數(shù)值的差值的值。
2、Xbar-R控制圖(平均值極差控制圖)
用于查看對(duì)連續(xù)性數(shù)據(jù)分組(子組n<10)的控制情況,圖中包含樣本均值控制圖和樣本極差控制圖。
樣本均值控制圖中每個(gè)點(diǎn)代表每組樣本平均值的大小,樣本極差控制圖每個(gè)點(diǎn)數(shù)值等于該組樣本平均值的大值與小值差值。
多用于對(duì)每一個(gè)產(chǎn)品都進(jìn)行檢驗(yàn),采用自動(dòng)化檢查和測量的場合。

3、Xbar-S控制圖(平均值標(biāo)準(zhǔn)差控制圖)
與Xbar-R圖相似,只是用標(biāo)準(zhǔn)差(s)圖代替極差(R)圖而已。適用于查看對(duì)連續(xù)性數(shù)據(jù)分組(子組n≥10)的控制情況,圖中包含樣本均值控制圖和樣本極差控制圖。
樣本均值控制圖中每個(gè)點(diǎn)代表每組樣本平均值的大小,樣本標(biāo)準(zhǔn)差控制圖每個(gè)點(diǎn)數(shù)值等于該組樣本中所有數(shù)據(jù)的標(biāo)準(zhǔn)差。
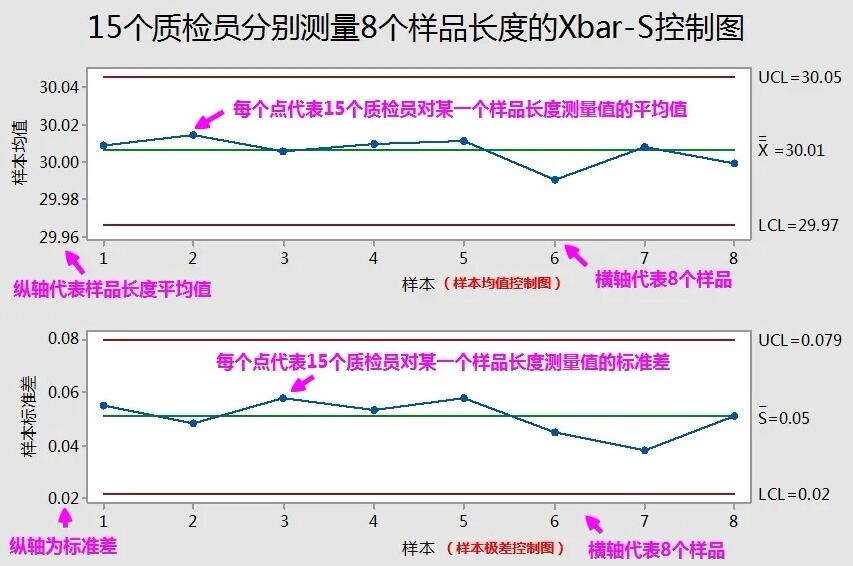
Xbar-R和Xbar-S控制圖主要用于觀察正態(tài)分布的均值的變化。
4、p控制圖
用于控制對(duì)象為同一種產(chǎn)品(每一次取樣的樣本數(shù)發(fā)生變化)的不合格品率或合格品率等計(jì)數(shù)質(zhì)量指標(biāo)的場合。使用p圖時(shí)應(yīng)選擇重要的檢查項(xiàng)目作為判斷不合格品的依據(jù),它用于控制不合格品率、交貨延遲率、缺勤率、差錯(cuò)率等。 圖中每一個(gè)點(diǎn)代表每一次取樣的不良品率(即:不良品數(shù)/樣品量),由于每次取樣樣本量不同會(huì)導(dǎo)致控制上限發(fā)生波動(dòng)。

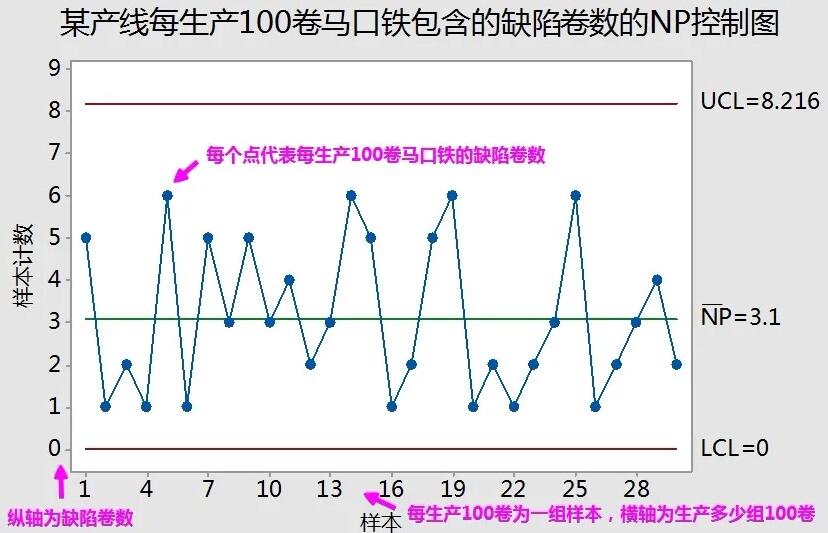
5、np控制圖
用于針對(duì)同一種產(chǎn)品(每一次取樣的樣本數(shù)不變),對(duì)每一次取樣的不良品數(shù)量的控制場合。設(shè)n為樣本,p為不合格品率,則np為不合格品數(shù)。圖中每一個(gè)點(diǎn)代表每一次取樣的不良品總數(shù)。
6、u控制圖
用于針對(duì)同一種部件(每個(gè)樣本的缺陷機(jī)會(huì)數(shù)相等,每一次取樣的樣本數(shù)發(fā)生變化),對(duì)每一次取樣的缺陷數(shù)量的控制場合。圖中每一個(gè)點(diǎn)代表每一次取樣的單位缺陷數(shù)(即:總?cè)毕輸?shù)量/取樣數(shù)量),由于樣本內(nèi)的n不同(即樣本量不同),導(dǎo)致控制上限發(fā)生變化。

7、c控制圖
用于控制同一部機(jī)器/同一個(gè)部件/同一定長度/同一定面積或任何同樣一定的單位中所出現(xiàn)的不合格數(shù)目。

對(duì)于u控制圖和c控制圖,在每一組樣本內(nèi)的n保持不變時(shí)可以應(yīng)用c控制圖,而當(dāng)n有變化時(shí)則應(yīng)換算為平均每項(xiàng)不合格數(shù)后再使用u控制圖。
如何從SPC控制圖中判段異常
當(dāng)我們使用SPC進(jìn)行過程控制的時(shí)候,繪圖是根本,發(fā)現(xiàn)問題才是目的,就會(huì)涉及到SPC判異原則,通過SPC控制圖中點(diǎn)的變化情況判斷生產(chǎn)是否出現(xiàn)了問題,來監(jiān)測生產(chǎn)過程是否處于控制狀態(tài)。
簡單的說,控制圖中出現(xiàn)下面的8種點(diǎn)位分布的時(shí)候,我們就認(rèn)為過程出現(xiàn)了特殊原因,我們必須找出點(diǎn)位分布異常的特殊原因,將其消除,從而提前遏制不良品的產(chǎn)生,保證產(chǎn)品質(zhì)量。
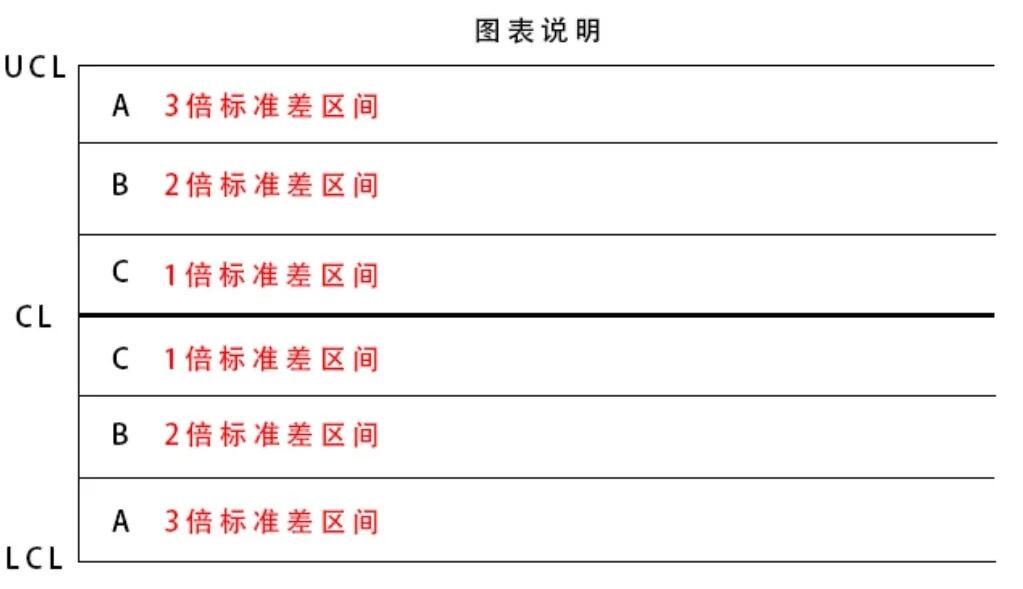
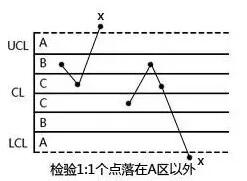
為了更容易理解八大判異原則,小編用圖表方式進(jìn)行描述,先來看一下圖表說明:上下A/B/C六個(gè)區(qū)間,分別代表樣本值的3倍、2倍、1倍標(biāo)準(zhǔn)差區(qū)間。
判異準(zhǔn)則1:任何 1個(gè)點(diǎn)落在3個(gè)標(biāo)準(zhǔn)差以外
可能原因:一般認(rèn)為是新員工,工藝方法錯(cuò)誤,機(jī)器故障,原材料不合格,測量錯(cuò)誤,計(jì)算錯(cuò)誤,檢驗(yàn)方法或標(biāo)準(zhǔn)變化。
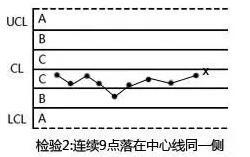
判異準(zhǔn)則2:連續(xù)9點(diǎn)落在中心線同一側(cè)
可能原因:一般認(rèn)為是新員工,工藝方法錯(cuò)誤,機(jī)器故障,原材料不合格,測量錯(cuò)誤,計(jì)算錯(cuò)誤,檢驗(yàn)方法或標(biāo)準(zhǔn)變化。
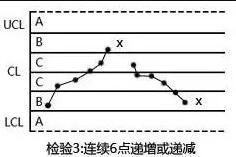
判異準(zhǔn)則3:連續(xù)6點(diǎn)遞增或遞減,即連成一串
可能原因:模具等工具的磨損,維護(hù)保養(yǎng)水平降低,操作工的技能越來越熟練。
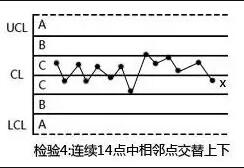
判異準(zhǔn)則4:連續(xù)14點(diǎn)相鄰點(diǎn)交替上下
可能原因:輪流使用兩臺(tái)設(shè)備或兩個(gè)操作工操作,數(shù)據(jù)分層不夠。
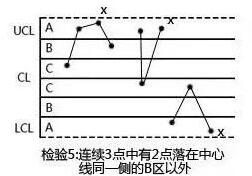
判異準(zhǔn)則5:連續(xù)3點(diǎn)中有2點(diǎn)在中心線同一側(cè)且大于2倍標(biāo)準(zhǔn)差
可能原因:一般認(rèn)為是新員工,工藝方法錯(cuò)誤,機(jī)器故障,原材料不合格,測量錯(cuò)誤,計(jì)算錯(cuò)誤,檢驗(yàn)方法或標(biāo)準(zhǔn)變化。
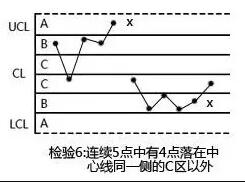
判異準(zhǔn)則6:連續(xù)5點(diǎn)中有4點(diǎn)在中心線同一側(cè)且大于1個(gè)標(biāo)準(zhǔn)差
可能原因:一般認(rèn)為是新員工,工藝方法錯(cuò)誤,機(jī)器故障,原材料不合格,測量錯(cuò)誤,計(jì)算錯(cuò)誤,檢驗(yàn)方法或標(biāo)準(zhǔn)變化。
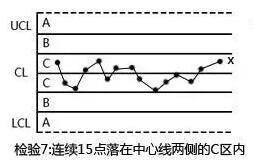
判異準(zhǔn)則7:連續(xù)15點(diǎn)在距離中心線1個(gè)標(biāo)準(zhǔn)差內(nèi)
可能原因:數(shù)據(jù)造假,控制限計(jì)算錯(cuò)誤,數(shù)據(jù)分層不夠。
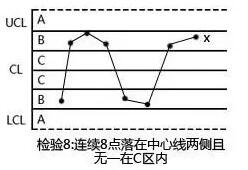
判異準(zhǔn)則8:連續(xù)8點(diǎn)在中心線任一側(cè)且沒有一點(diǎn)在1個(gè)標(biāo)準(zhǔn)差內(nèi)
可能原因:數(shù)據(jù)分層不夠。
SPC控制圖異常的處理:當(dāng)我們發(fā)現(xiàn)SPC控制異常時(shí),應(yīng)首先自我檢查是否嚴(yán)格按作業(yè)標(biāo)準(zhǔn)(SOP)作業(yè),并與質(zhì)量管控專業(yè)人員進(jìn)行問題分析處理。
智慧城市網(wǎng) 設(shè)計(jì)制作,未經(jīng)允許翻錄必究 .? ? ?
請(qǐng)輸入賬號(hào)
請(qǐng)輸入密碼
請(qǐng)輸驗(yàn)證碼