13472521719

1 目的
這個測試是用來評估不同單和多層涂層的附著力底物以及不同的層。
這項工作指令不適合總共超過250μm厚度以及電影在碳纖維復合材料實驗。
2 適用范圍
略 上海鼎徵儀器儀表設備有限公司
3 過程和責任
3.1 術語
縮寫、術語和符號的解釋中包括MPM DMS系統和
網上。
縮寫的進一步的解釋是可能的質量,通過相應的鏈接
3.2基材定義
通常有以下不同的底物:
硬底物: 鋼鐵、鋁、熱固性材料(例如SMC)
軟基板: 熱塑性塑料(e . g。PP / EPDM、聚酰胺、ABS)
碳纖維復合材料實驗:
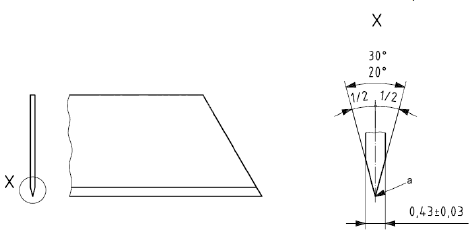
評估實驗確定粘附在襯底的附著力測試執行手術刀aa - 0340。
3.3 預處理 上海鼎徵儀器儀表設備有限公司
下表顯示了測試前樣品預處理的所需的時間。
| 樣件 | 預處理 |
| 硬基質上硫熏油漆 | 室溫下≥48小時 |
| 硬基質上風干漆 | 室溫下≥168小時 |
| 軟基質上≤120°C的硫熏油漆 | 室溫下≥168小時 |
| 軟基質上>120°C的硫熏油漆 | 室溫下≥48小時 |
| 軟基質上熱老化后的硫熏油漆 | 室溫下≥24小時 |
| 天氣試驗后軟基質上的硫熏油漆 | 參考 AA-0213,AA-0224,AA-0026, AA-0357,AA-0167,AA-0365 |
3.4 設備和設施 上海鼎徵儀器儀表設備有限公司
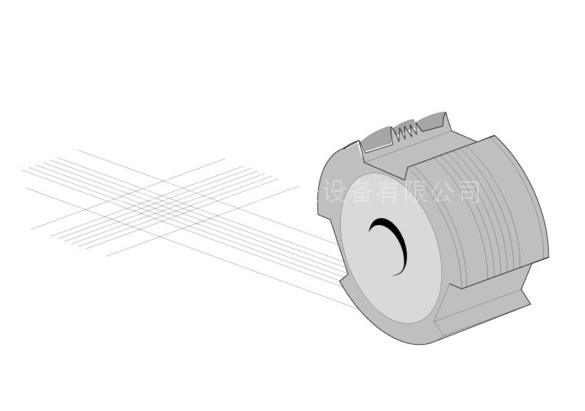
- 多用與特定的間隔(見3.4)根據DIN EN ISO 2409 ,3.2.3(旋轉頭部)為所有平面以及凸或凹樣本。
- DIN EN ISO 2409規定的這個工具可以使用250μm薄膜厚度。

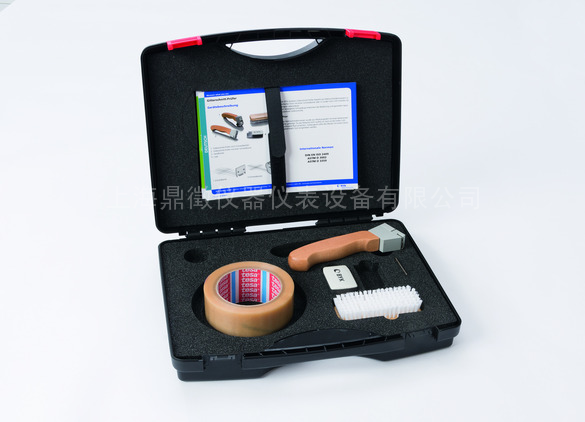
圖片2和3顯示的一個例子為埃氏和MTV-Messtechnik(多用工具旋轉頭部)。
要求多用根據3.2.3 DIN EN ISO 2409點
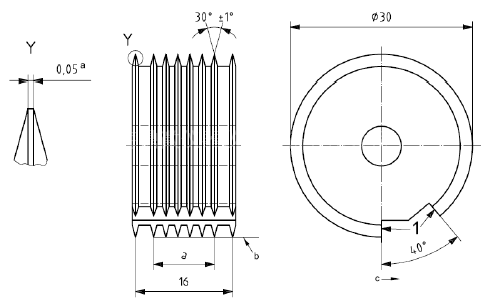
(b) 多葉剪切工具
注: 上海鼎徵儀器儀表設備有限公司
a 橫跨六個剪切邊的總寬度
a 再研磨直到剪切邊到0.1mm
b 引導邊緣和剪切邊要在同一個直徑上
c 剪切方向
單個刃的或刀(BMW-Part-Nr。:0170969)易碎的葉片(BMW-Part-Nr。:0171011)如果多用不能使用
因為強大的凸或凹膜厚度250μm樣本。
要求單刀根據3.2.3 DIN EN ISO 2409點
-膠帶根據aa - 0365
-DIN EN ISO 2409規定的應當用于所有膠帶基板消除剝落的油漆顆粒。
-磁帶的粘合強度應測試(如供方)與一批證書。
-膠帶的寬度要足夠,十字架的完整的廣場艙口蓋起來。
-在偏離的情況下的特定膠粘劑應當記錄的測試報告。
-放大鏡
-刷 上海鼎徵儀器儀表設備有限公司
3.5 實驗進行
在偏離DIN EN ISO 2409所有油漆涂料必須測試困難表面。因此測試應當執行總是與膠帶、獨立
substrat。
在測試前測試區域的表面應清潔良好的剝離表土異丙醇(= 2-propanol)浸漬清潔組織。可能現有的污染必須
消除殘留物。清潔,避免了劃痕的合適的選擇清潔組織。
清洗后蒸發測試應當開始早的1分鐘,表面應丙醇殘留的干燥和自由。
后來執行陰影的涂層根據3.4的是90°角。
削減應當持續下去襯底至少有6個人在每個方向的網格。只有這樣交叉孵化應當評估。
軟基板削減不得穿透襯底μm超過100。更深層次的減少粘連的結果負交互。
偏離DIN EN ISO 2409在膜厚度和基底以下的函數需要削減陰影之間的距離:
| 薄膜總厚度 | 劃格之間的距離 | |
| 所有基質的外部涂層和硬基質的內部涂層 | 內部軟基質 | |
| ≤60 μm | 1mm | 2 mm |
| 61-200 μm | 2 mm | 2 mm |
| 201-250 μm | 3 mm | 3 mm |
| > 250 μm | 不能被評估 | |
所有油漆涂料和基板下面的過程被認為是起飛膠帶:
膠帶壓牢(木刷或類似的一部分)把表面平行于一組線路,并突然了60º襯底5分鐘后帶的應用程序。見下面的圖:上海鼎徵儀器儀表設備有限公司
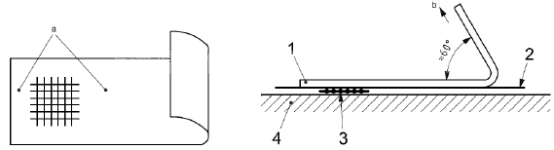
a)帶網格的膠帶位置 b) 立即從網格處移除之前的位置
注:
1 膠帶
2 涂層
3 剪切(劃格)
a 平滑向下
b 移除方向
執行的過程是一次在每個切割方向。
如果結果是Gt³1,程序是重復,直到陰影改變任何結果更長時間。
這也考慮了分層內部交叉影線以外的區域。
4. 實驗結果評估,文檔
評價依據DIN EN ISO 2409進行,8點顯示在下面的表中。
表1 實驗結果等級
| 等級 | 描述 | 發生脫落時免表劃格區域呈現 |
| 0 | 剪切邊緣外圈的平滑;所有晶格的方塊都沒分離 | _ |
| 1 | 劃格交叉處有小片脫落,受影響的劃格區域不能超過5%. |  |
| 2 | 劃格交叉處或者邊緣有脫落,受影響的劃格區域大于5%,但是不能超過15%。 | 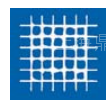 |
| 3 | 部分或者全部沿劃格邊緣有帶狀的脫落,并且/或者該脫落在不同的格子中。 受影響區域不大于15%,但是不能超過35%。 |  |
| 4 | 劃格邊緣有大片的脫落并且/或者在相同的格子中部分或全部脫落。受影響區域大于35%,但是不能超過65% | 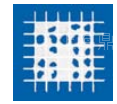 |
| 5 | 比等級4更嚴重的級別 | - |
如果一個分層只發生血交叉影線以外的地區,如劃痕的延伸,偏離DIN EN ISO 2409交叉影線是要像評估如下:
-滿足粘漆層的松散外真正的交叉影線面積的15%(Max。3整個廣場)的總體25方交叉影線內區域,十字架艙口測試是評估Gt 1。
-從16%上升到35%(對應4到8廣場)2 Gt。
-從36%上升到65%(對應9到16平方)和Gt 3。
-超過66%(對應超過17廣場)松散的粘漆層交叉影線是評估與Gt 4或者說Gt 5。
如果一個分層發生血內外交叉影線區域,更糟糕的結果評估。
5 維護和校準
據寶馬集團SPU-System。供應商單獨負責。
6 返修
每一個陰影應當檢查光。如果一個或多個多用的削減是明顯有關的寬度和深度,所以刀是缺陷,不得不再使用。缺陷銑刀必須立即更換,可以re-sharpen。
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,智慧城市網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。


